
全国服务热线:18098907454
020-39004500
020-39004500

地址:广州市南沙区市南路230号乐天云谷产业园2栋101
电话:18098907454/020-39004500
邮箱:jinkh@qualtec.com.cn

相关文章
>>>电子产品分析制样应用技术及案例_阔智科技(广州)有限公司 (qualtec.com.cn)
>>>CT_X-ray_FIB_TOFSIMS_AES_XPS_GC-MS-失效分析检测工具应用培训_阔智科技(广州)有限公司 (qualtec.com.cn)
>>>电子行业ESD静电防护管理_ANSI/ESD S20.20:2021标准_阔智科技(广州)有限公司 (qualtec.com.cn)
>>>电子产品失效分析_阔智科技(广州)有限公司 (qualtec.com.cn)

什么是SMT钢网(模板)?
SMT钢网(模板)stencil :它是一种SMT与用模具; 其主要功能是帮助锡膏的沉积; 目的是将准确数量的锡膏转秱到空PCB上准确位置 。
SMT钢网(模板)搭配印刷设备实现将锡膏准确丝印到PCB光板准确位置。好的SMT钢网(模板)可以提升印锡膏质量,影响丝印质因素除了SMT钢网(模板),还有印刷机、膏的颗粒大小和黏度、刮刀的类型、材料、硬度阻焊速度和压力、模板从PCB的分离(密封效果)、层的平面度、和元件的平面性,提升丝印锡膏质量需要各个条件相互搭配最重要。

SMT钢网(模板)类型
1. 按用途分: 印锡钢网、 印胶钢网、 BGA返修钢网
、 BGA植球钢网等;
2. 按工艺分: 蚀刻钢网、 激光钢网、 电铸钢网,混合工艺钢网。
3. 按材料分: 不锈钢钢网、 黄铜钢网、 硬镍钢网、
高聚物钢网等。

SMT钢网(模板)制造工艺
1.SMT钢网(模板)构成
SMT钢网(模板)由网框、 网布、 薄片和胶水构成。
1.1 网框
网框分活动网框和固定网框,活动网框直接将钢片安装在框上,一个网框可以反复使用; 固定网框是用胶水将丝网布粘覆在网框上,后者又通过胶水不钢片相联。固定网框较易获得均匀的钢片张力,张力大小一般为35±2N/cm2。

1.2 网布
网布用于固定钢片和网框,可分为丌锈钢丝网和高分子聚脂网。不锈钢丝网常用100目左右,可提供较稳定足够的张力,只是使用时间过长后,不锈钢丝易发形失去张力; 聚脂网是有机物,常采有100目,它不易发形, 使用寿命长久。

1.3 薄片
即用来开孔的铜片、不锈钢片、镍合金片、聚脂物等。激光模板常采用不锈钢片。

1.4 胶水
用来粘贴网框和钢片的胶水在模板中作用较大,针对不同的客户的使用情况,与门采用日 本双组仹AB胶水及美国3M保护胶水,此胶水可保持牢固的粘着力。 并且可抵抗各种模板清洗剂的复杂清洗。

2.SMT钢网(模板)制造工艺
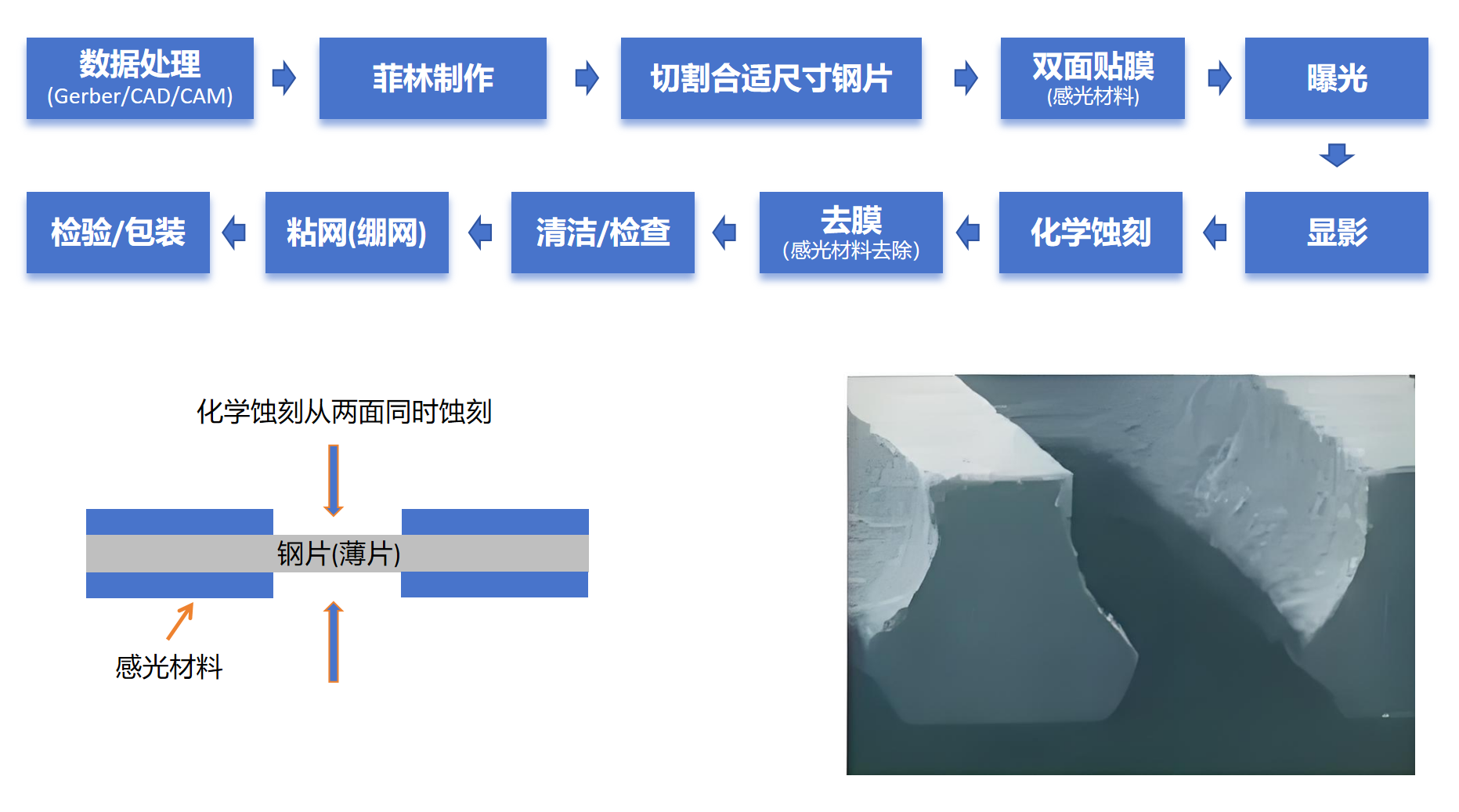
2.1 化学蚀刻钢网
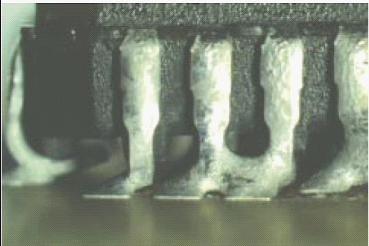
化学蚀刻的不锈钢模板的制作是通过在金属箔上涂抗蚀保护剂、用销钉定位感光工具将图形曝光在金属箔两面、然后使用双面工艺同时从两面腐蚀金属箔由于工艺是双面的,腐蚀剂穿过金属所产生的孔,即开口,不仅从顶面和底面而且也水平地腐蚀。该技术的固有特性是形成刀锋或沙漏形状。当在0.020“(0.5mm)以下间距时,这种形状产生一个阻碍锡膏的机会。
※关键工艺控制要素
---SMT钢网STENCIL开孔设计
---菲林制作精度
---曝光量控制
---側腐蚀控制和补偿
---腐蚀液控制
※特点:
一次成型, 速度较快, 价格较便宜。
※缺点:
---易形成沙漏形状(蚀刻不够);
---开口尺寸变大(过度蚀刻);
---客观因素(经验、药剂、菲林)影响大, 制作环节较多, 累积误差较大, 不适合fine pitch模板制作;
---制作过程有污染, 不利于环保。
2.2 激光切割钢网
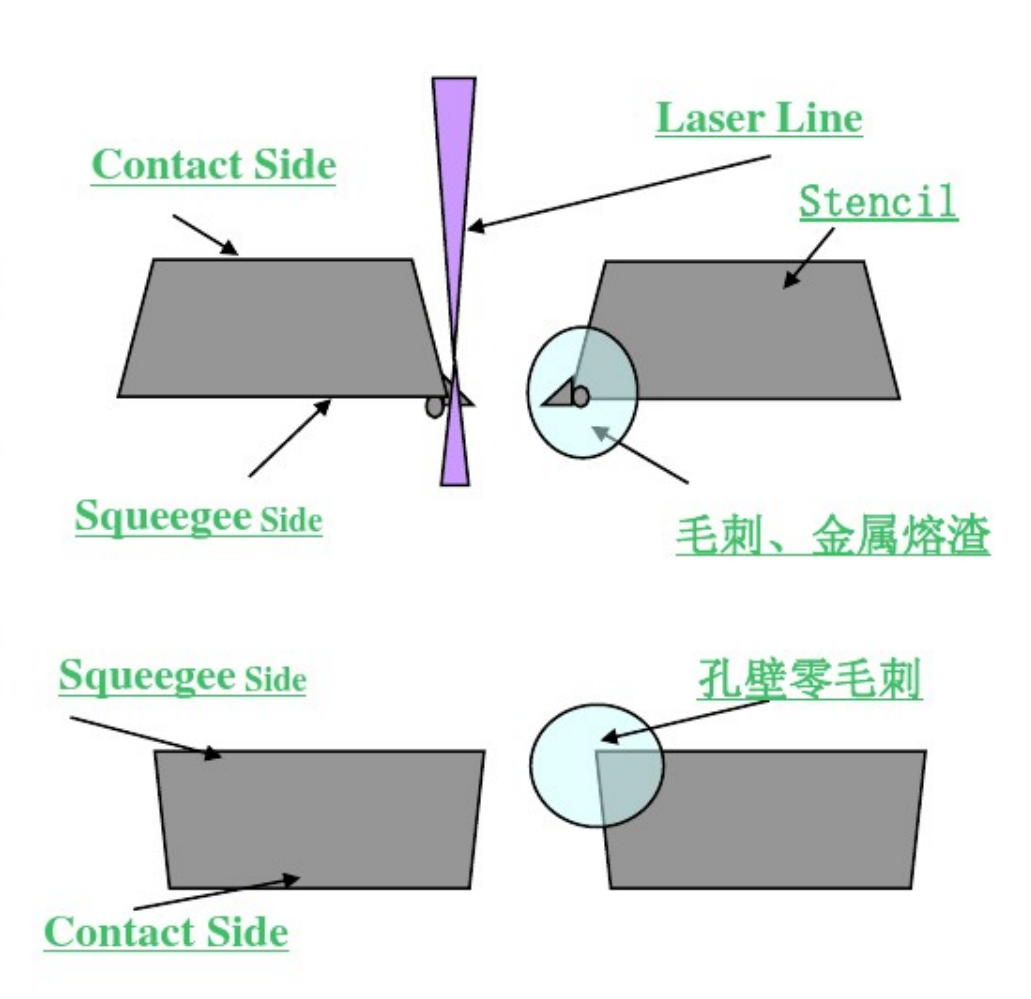
直接从客户的原始Gerber数据产生,激光切割不锈钢模板的特点是没有图形转移步骤。因此,消除了位置不正的机会。钢网(模板)制作有良好的位置精度和可再生产性。Gerber文件,在作必要修改后,传送到(和直接驱动)激光机。物理干涉少,意味着出错机会少。虽然有激光光束产生的金属熔渣(蒸发的熔化金属)的主要问题,但现在的激光切割器产生很少容易清除的熔渣。

※关键工艺控制要素
---钢网开孔设计
---激光切割参数调校
---激光灯管能量衰减控制
※特点:
---数据制作精度高,客观因素影响小;
---梯形开口利于脱模;
---可做精密切割;
---价格适中。
※缺点:
逐个切割, 制作速度较慢。
2.3 电铸钢网
一种递增而不是递减的工艺,制作出一个镍金属模板,具有独特的密封特性,减少锡桥和对模板底面清洁的需要。该工艺提供近乎完美的定位,没有几何形状的限制,具有内在梯形的光滑孔壁和低表面张力改进锡膏释放。镍沉积在铜质的阴极心上以形成开孔。一种光敏干胶片叠层在铜箔上(大约0.25”厚度)胶片用紫外光通过有模板图案的遮光膜进行聚合。经过显影后,在铜质心上产生阴极图案,只有模板开孔保持用光刻胶(photoresist)覆盖然后在光刻胶的周围通过镀镍形成了模板。在达到所希望的模板厚度后,把光刻胶从开孔除掉。电铸成型的镍箔通过弯曲从铜心上分开-个关键的工艺步骤。

※关键工艺控制要素
---钢网开孔设计
---基板图形制作精度
---电沉积药液控制
---厚度均匀性控制
---基板剥离
※特点:
孔壁光滑, 特别适合超细间距模板的制作
※缺点:
工艺较难控制, 制作过程有污染, 不利于环保;
制作周期长,且价格太高。
2.4 混合工艺钢网
混合工艺一般采用化学蚀刻或电铸+激光切割工艺组合,即特性产品所用的阶梯钢网制作工艺,阶梯钢网是在一张钢网上保留两种及以上的厚度,与一般的只有一种厚度的钢网不同,常见类型有Step-up和Step-down两种。


A减薄面在PCB接触面
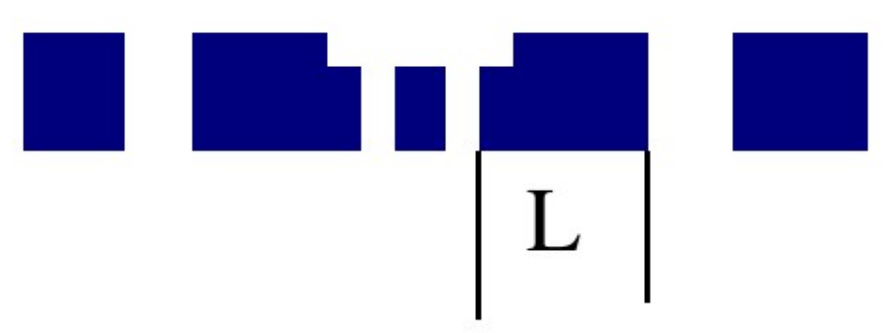
B减薄面在印刷面
---局部减薄模板
---用较厚模板印刷FP或uFP元件锡膏时应用
---如用0.13-0.15厚模板,0.5 μBGA处需减薄到0.1
---减薄量一般不超过0.05
---“L”至少应大于0.1“
---用电铸或腐蚀实现
---一般常用B工艺
2.5 三种工艺比较
a.参数比较

b.应用比较

3.SMT钢网生产后处理
3.1 电抛光
电抛光主要是利用电解原理,将已经完成孔加工的钢网放入化学溶液槽内,然后再接入直流电,尖峰放电原理使得孔内壁尖锐位置处聚集较大的电流密度,通过放电将这些尖锐部分去除,以获得光滑的孔内壁表面。
在激光光束熔断金属的同时,金属熔渣(蒸发的熔化金属)造成孔壁粗糙增加开口孔壁磨擦力,影响锡膏的脱模性。但是,电抛光技术的出现,可以提供光滑的孔壁和良好的锡膏释放。
3.2 镀镍
电镀工艺,可以在光滑的不锈片表面电镀一层金属镍,以达到降低钢网光滑程度的作用。在锡膏印刷时,防止锡膏在钢网表面产生滑动,导致锡膏不能很好地在钢网网孔内的填充。表面镀镍可以增加锡膏印刷时的滚动,有助于锡膏在微型孔内的填充。
3.3 纳米涂层
所谓纳米涂层是指,在化学蚀刻或激光切割钢网与PCB接触的一面及孔壁表面涂覆一层纳米材料,以增加孔壁的光滑程度,涂刷的这层纳米涂层有利于锡膏脱模。

纳米涂层后效果
DOE实验结果表明,采用纳米涂层后,锡膏的下锡效率可以提升18%左右。同时纳米涂层还增加了锡膏中的助焊剂成分与孔壁或钢网与PCB接触表面之间的不亲和性,这有利于保持印刷过程中孔内壁和钢网表面的清洁,减小印刷过程中的清洗频次,提高生产效率以达到降低生产成本的效果
SMT钢网工艺怎么选择?

当用于最紧密的间距为0.025“(0.635mm)以上的应用时,化学腐蚀(chem-etched)模板和其它技术同样有效。相反,当处理(0.5mm)以下的间距时,应该考虑0.020”激光切割和电铸成形的模板。虽然后面类型的模板对0.025"以上的间距也很好,但对其价格和周期时间可能就难说了。
电铸钢网孔壁光滑,呈倒梯形结构,其锡膏释放性能最好。电铸钢网对于微型BGA,超细间距QFP和小型片式元件如01005、0201具有良好的印刷性能。


PCBA掉件不良案例分析,重点讲解PCBA失效分析过程,分析工具,分析方法,掉件不良原因润湿不良的产生原因。
>>查看详情

联系地址广州市南沙区市南路230号乐天云谷产业园2栋101
联系电话18098907454/020-39004500
电子邮箱jinkh@qualtec.com.cn
邮政编码
公司网址http://www.qualtec.com.cn

Copyright © 2019 阔智科技(广州)有限公司 版权所有 粤ICP备19025047号-1 站点地图